
by Horacio Resendiz on Jun 26, 2025 10:30:00 AM
If you’ve worked in industrial automation long enough, you've likely encountered more than a few HMI/SCADA systems—each with its quirks, advantages, and compatibility surprises. As someone who has spent years building HMI graphics and control systems with platforms like iFix, DeltaV, Rockwell FactoryTalk View, and Modicon, I was curious to see how Siemens PLCs stack up when paired with Ignition SCADA and Kepware for communications.What I found is that developing graphics in Ignition, especially with Siemens PLCs, is a different kind of challenge—one that’s as rewarding as it is occasionally frustrating. In this blog-post, I’ll explore the nuances of building Ignition graphics using Siemens hardware compared to other systems I’ve worked with, including Rockwell and Schneider. Let’s get into it.
Setup Example: Ignition + Siemens + Kepware
For those less familiar, here’s a quick overview:
- PLC: Siemens S7-1500 (also relevant to 300/400 series)
- SCADA: Ignition Perspective and Vision (Inductive Automation)
- Comms: Kepware OPC DA/UA for Siemens S7
- Project: Mid-size manufacturing line with discrete and analog I/O, alarms, and batch operations
Ignition was chosen for its cross-platform support, web-based deployment, and unlimited licensing model. Kepware bridged the gap between Siemens’ native protocols and Ignition’s OPC-UA-centric world.
Tag Management: Siemens Tags Aren’t Plug-and-Play
Coming from Rockwell or Schneider systems, one of the first hurdles is tag organization. Siemens doesn’t offer the same tag browsing experience over OPC as Rockwell does. With Rockwell, browsing tags from a CompactLogix or ControlLogix PLC is intuitive and clean—structured UDTs show up neatly, and it feels native to Ignition.
With Siemens, especially over Kepware, you’re mostly importing tags manually or through CSV/XML files. Symbolic addressing helps, but configuring the address syntax properly (like DB1,REAL32 or %DB1.DBD4) can slow you down. And if you’re using optimized data blocks in TIA Portal, forget about direct tag access—you’ll have to disable optimization or create external interfaces for OPC visibility.
Pro tip: Standardize your DB layout and tag naming from the start. Kepware’s CSV import feature will save your sanity. Also, for those Python programmers; scripting can be on your side (Keep in mind Ignition’s language is Jython).
Ignition Graphics Development: Same Tools, Different Pains
Ignition’s graphics engine is consistent regardless of the backend PLC, which is a plus. You still get powerful tools like:
- Custom templates
- Reusable views in Perspective
- Bi-directional bindings
- Expression/transform scripting
However, Siemens throws in extra work. For instance, Rockwell’s BOOLs and INTs come across cleanly, but Siemens might need additional logic or scripting to convert raw bits into usable status indicators. You often end up mapping bits to tags manually or creating virtual status tags in Ignition to drive animations, like motor states or valve positions.
If you're used to iFix or DeltaV, where much of the graphic logic is embedded or tag-driven directly by block types (e.g., AI, AO, PID), Ignition requires a more modular and script-heavy mindset. But that flexibility can also be a strength once your base objects are dialed in.
Example below of an Ignition’s Graphical script completed after processing new tags.
Alarming and Status: Siemens Needs More Handholding
When using DeltaV or FactoryTalk, alarms and statuses are often built into the system at the control layer, with minimal HMI-side logic required. Ignition, on the other hand, relies heavily on tag-based alarms. With Siemens, you’ll likely need to create additional logic in the PLC to separate alarm states from raw process values.
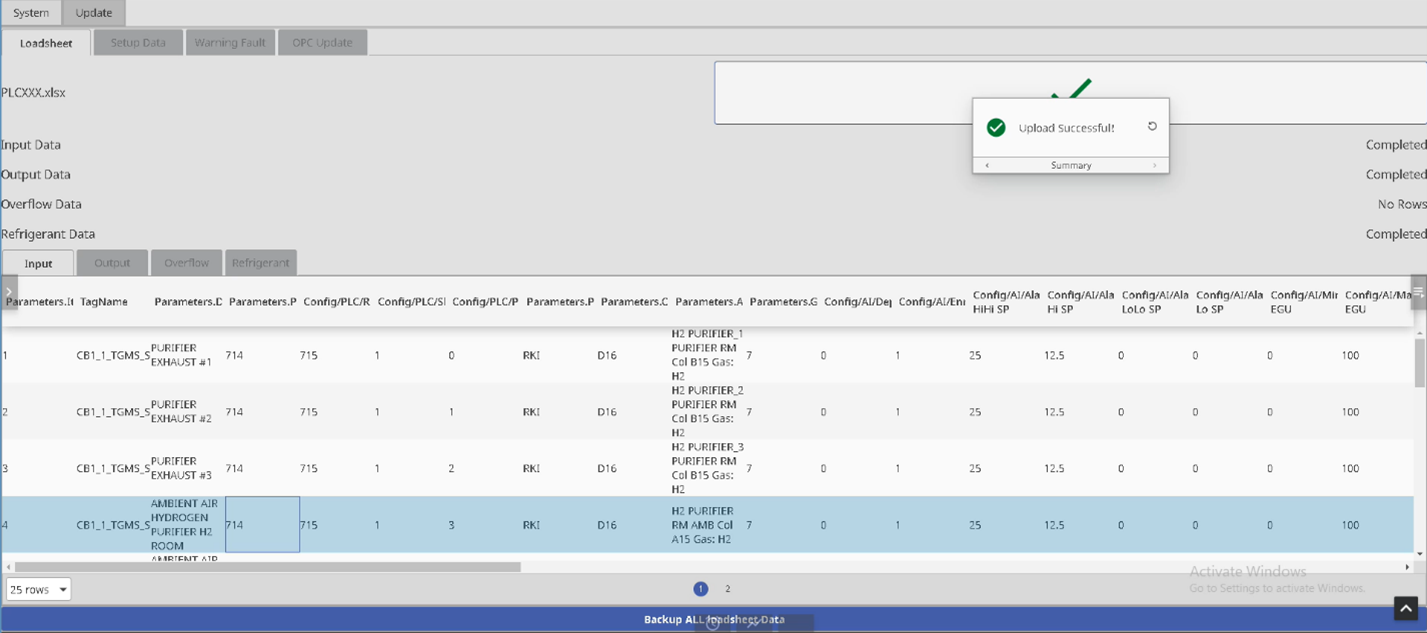
Example below: Alarm Page:

Performance and Reliability: Once It Works, It Works
Kepware handles the Siemens OPC translation reliably, and once the tags are properly set up, communication is stable. Compared to my experiences with Modicon (where OPC can sometimes feel flaky) or Rockwell’s native OPC-UA, Siemens via Kepware is a bit more work upfront but performs well under load.
Graphic responsiveness in Ignition is rarely the bottleneck—it’s usually how efficiently the tags are organized and polled. For Siemens, batching your reads and minimizing OPC overhead through Kepware tuning is key. Set your scan classes wisely.
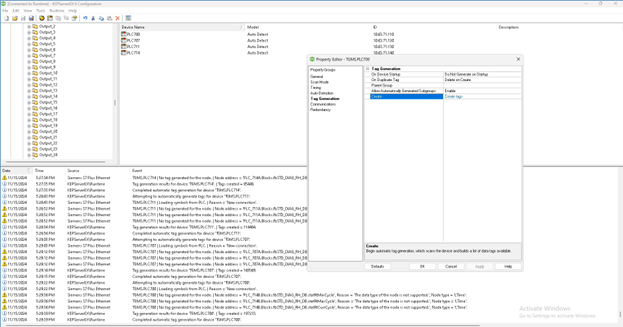
Pro-tip: Separate your PLCs’ polling in Kepware to distribute load. Powering down a single PLC will affect the block being read. The polling separation will make your connections more reliable.
Example below: Kepware interface and setup. Separate PLC blocks
Final Thoughts
Developing Ignition graphics with Siemens hardware isn’t inherently harder—but it is different. You trade Rockwell’s smoother integration for Siemens’ raw flexibility and robustness. The biggest gains come when you invest the time to plan your data structures, standardize graphics templates, and coordinate tightly between SCADA and PLC logic teams.
Would I use Ignition with Siemens again? Absolutely. But I’d go in with a solid tag plan, a Kepware config checklist, and a templated graphics strategy right from the start.
Have you worked with Ignition and Siemens? What tips would you share? Drop them in the comments or reach out. I’m always looking to learn from others in the trenches.
About the author
Horacio Resendiz is an Automation Engineer with a passion for optimizing systems and solving complex technical challenges. With experience spanning controls design, PLC/HMI programming, and industrial automation, Horacio brings a hands-on, detail-oriented approach to every project. Outside of work, he enjoys lifting weights at the gym, listening to electronic music, and tackling DIY handyman projects on the weekends.
Read My Hallam Story
About Hallam-ICS
Hallam-ICS is an engineering and automation company that designs MEP systems for facilities and plants, engineers control and automation solutions, and ensures safety and regulatory compliance through arc flash studies, commissioning, and validation. Our offices are located in Massachusetts, Connecticut, New York, Vermont and North Carolina, Texas and Florida and our projects take us world-wide.
'Visible Data' – Seeing is Believing. A story from the Control System to the Board Room.

How Does a Chairman of the Board Impact Their Company?
No Comments Yet
Let us know what you think