
by Scott King, PMP on Feb 12, 2026 10:30:01 AM
What is an Arc Flash Study?
Arc flash analysis is an essential electrical safety evaluation for industrial and commercial facilities. This process, driven by National Fire Protection Association (NFPA) 70E and Occupational Safety and Health Administration (OSHA) requirements, calculates incident energy, defines safe work boundaries, and determines the personal protective equipment (PPE) required for electrical workers. In this post, we’ll walk through the seven steps of a complete arc flash analysis so you can understand how to protect your team and remain compliant with safety standards. Arc flash studies are a core component of broader electrical safety programs, and are typically delivered as part of comprehensive arc flash and electrical safety services for industrial and commercial facilities.
Why Arc Flash Analysis Matters
-
Meets NFPA 70E and OSHA compliance
-
Reduces risk of injury and equipment damage
-
Provides actionable labeling & PPE guidelines
It is important to understand the process and the “behind the scenes” details of an arc flash analysis. My other posts describe the importance of an Arc Flash Analysis: how it saves lives and how to find the right information, In general, the following seven steps are required for the completion of a thorough arc flash analysis:
STEP 1: Collect and Verify Existing Electrical Documentation
Accurate documentation matters for calculations and compliance. The usual starting point for an Arc Flash Analysis is to gather all of the existing electrical drawings that an owner may have. These would typically include:
- Drawings (such as floor plans)
- Riser one-line diagrams
If the documentation does not exist, electrical one-lines have to be developed in the field requiring a detailed field survey.
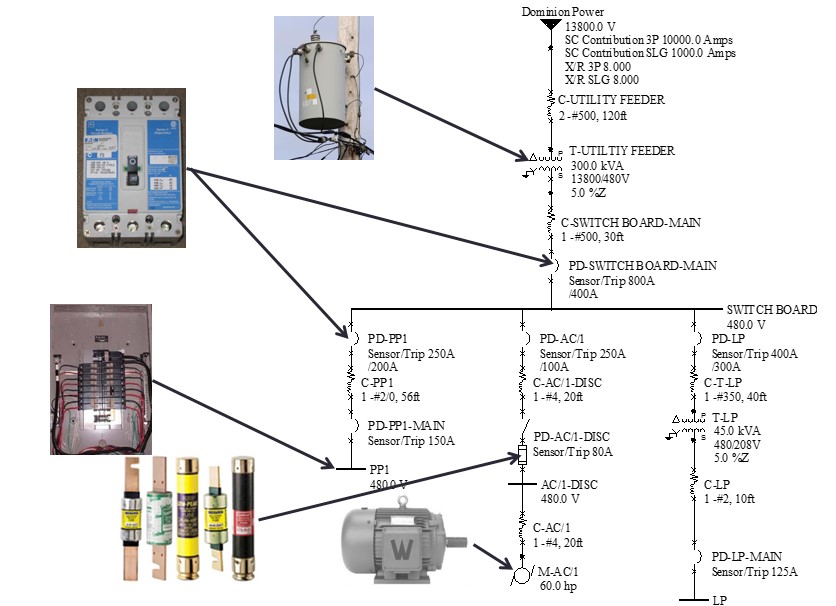
The electrical one-line diagram is the facility electrical distribution road map and is a key part of an Arc Flash Analysis.

A sample electrical one-line diagram
STEP 2: Conduct Field Verification to Confirm Equipment Ratings and Fault Current Pathways
Verifying the installation in the field helps confirm conductor lengths, transformer sizes, and breaker ratings, all of which directly affect fault current levels used in arc flash hazard analysis. This requires a survey of each site to verify one-line documentation and document any missing information in order to generate an encompassing and accurate one-line.
Equipment covers need to come off so we can visually inspect and acquire Protective Device (PD) manufacturer/types/sizes/settings, cable type/lengths, transformer impedance values, and KVA sizes. Look below for types of equipment surveyed.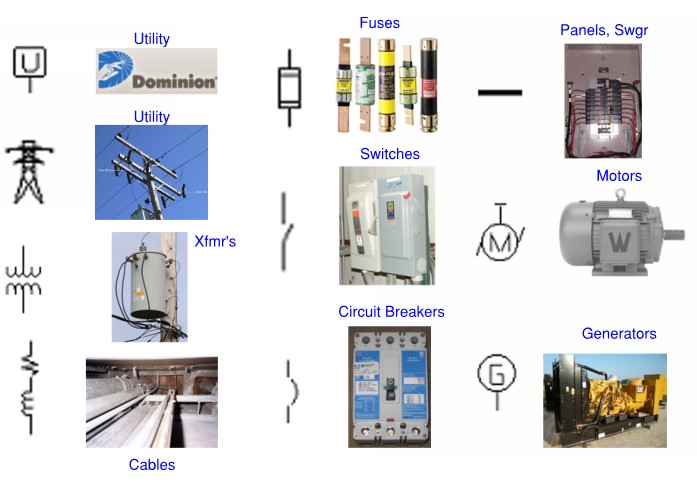
After we gather this information, the covers are then re-installed. De-energizing of equipment is very rare.
STEP 3: Update the Electrical One-Line Diagram to Support Accurate Hazard Calculations
A current one-line diagram ensures that hazard calculations reflect actual system configuration, improving the accuracy of subsequent incident energy modeling. After the field survey is complete and the information on the drawings has been verified, this information is then loaded into our software package (SKM Power Tools) to run the Short Circuit, Coordination, and Arc Flash analysis – as shown below.
Loading a one-line diagram into SKM looks relative to this:
STEP 4: Run Short Circuit Analysis for Incident Energy Baselines
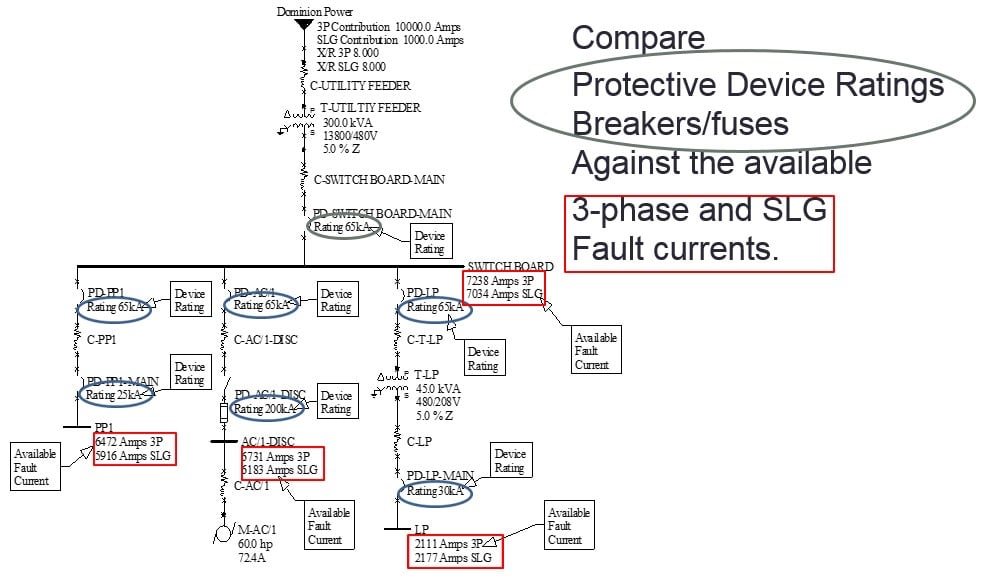
The short-circuit study identifies the available fault current at each bus, which is a foundational input for calculating incident energy and arc flash boundaries.
Once the data has been loaded into SKM Power Tools, we review the 3 phase and single line to ground fault currents against the protective device “duty rating” to ensure the device can clear the fault. If a fault occurs at any given protective device, the value of the duty rating is the amount of fault current the device can handle and clear the fault in what we call a “bolted fault”. In other words, if the available fault current is less than the duty rating of the device, the device will do what it is intended and manufactured to do (clear it). If the fault currents are more than the duty rating, the device will likely fail and cause an arc flash incident.
STEP 5: Complete an Overcurrent Coordination Study to Reduce Arc Flash Energy Levels
Proper coordination ensures protective devices operate quickly and selectively, helping reduce incident energy levels and improve worker safety.
Utilizing the field data and SKM Power Tools, a coordination study is then completed. In a properly coordinated system, the nearest protective device upstream of the fault will clear the fault without affecting protective devices further upstream. This will limit the impact of a fault on the overall electrical distribution only to where the fault is located.
In order to be assured that all over current protection devices are coordinated, it is necessary to look at the time vs. current characteristics of each device and compare it to the characteristics of any upstream devices.
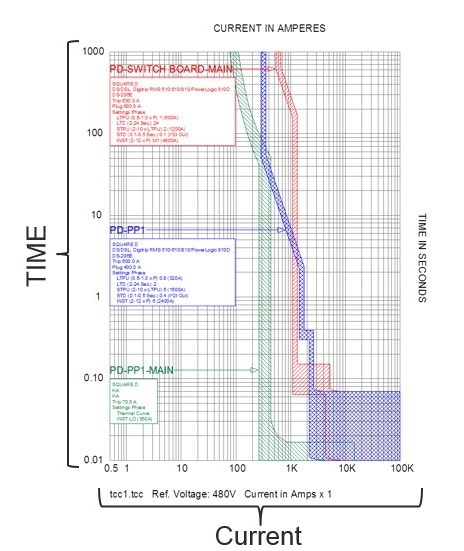
It is critical that a facility have proper coordination. Below is an example of “poor coordination” and “improved coordination”.
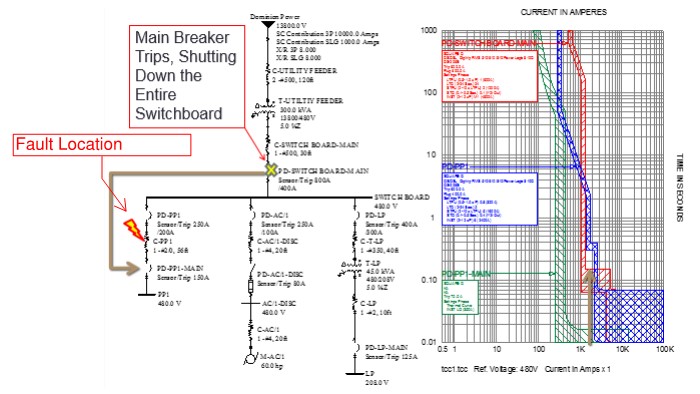
Poor Coordination
Ideally, where a fault occurs the localized protective device should clear the fault, otherwise, the fault travels back through the system and may trip the building main service device, thus losing power to the entire facility.
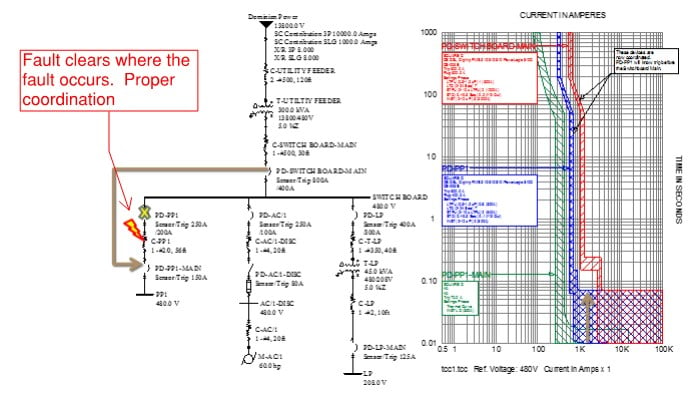
Improved Coordination
By making adjustments to the settings of those protective devices that cross over on the time current curve, we are able to clean up the coordination issues. The fault clears at the fault location. Adjustments that we typically make on a protective device (i.e. circuit breaker with these options) include; long time delay, short time pickup, short time delay, and instantaneous.
STEP 6: Run the Arc Flash Hazard Analysis to Calculate Incident Energy and Protection Boundaries
This is where the hazard calculation is performed in alignment with Institute of Electrical and Electronics Engineers (IEEE) 1584, producing the incident energy values that determine PPE levels and arc flash boundaries.
As part of our report, we evaluate the “as is” condition of the equipment being considered in the study. When applicable, we provide recommendations to lower the incident energy levels including maximizing coordination. How we do this and as mentioned in section 5 above, for those protective devices that have the option of making setting adjustments, we can adjust for both; good coordination and lowering of “incident energy levels”. Of course, we look at coordination and arc flash energy “incident energy” hand in hand. Sometimes one does not compliment the other and therefore, we have to review both to maximize the best setting(s) for each.
STEP 7: Generate Arc Flash Labels, Reports, and Safety Training
The final report compiles fault current data, incident energy results, and required PPE categories into a format workers can use for NFPA 70E compliance.
Completing the Arc Flash study includes:
- Generating and applying the Arc Flash labels
- Training of the electrical staff
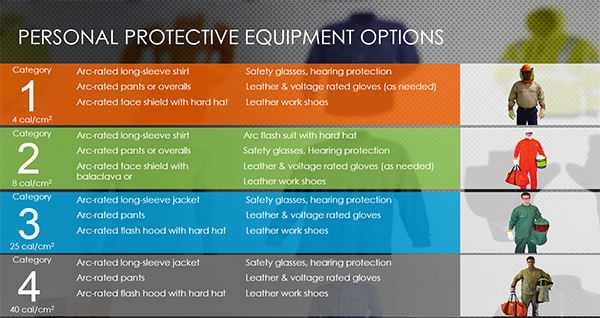
Personnel Protective Equipment (PPE)
Personnel Protective Equipment (PPE) includes clothing and equipment that provide full body protection in the event of an arc flash incident or electrical shock. The protection is based on the NFPA 70E guideline requirement of not receiving more than a second degree burn. A second degree burn is typically non-disabling and curable.
Arc Flash Labels
The nominal voltage and arc flash boundary are required on all labels and at least one of the following: available incident energy with the corresponding working distance, minimum arc rating of clothing or specific level of PPE. Generally, we prefer to provide more information than is required on an arc flash label as defined by NFPA 70E. As you can see from our sample label, all the information described is provided.
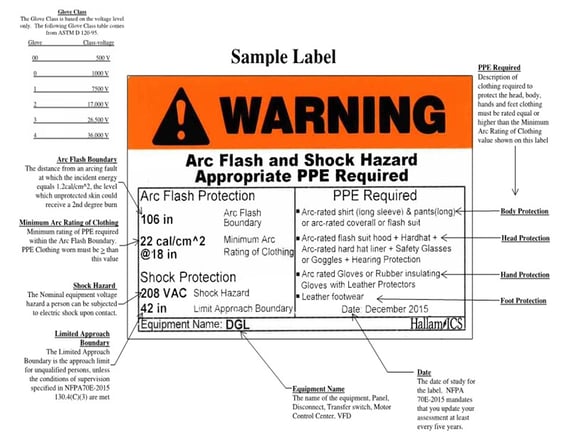
Example of a typical Arc Flash Label.
Arc Flash Training
Who should have the electrical safety training? The electrical safety training should be provided to any staff who might work on the electrical gear and it is the final step in the Arc Flash Analysis. As required by NFPA 70E, Hallam-ICS staff are certified to provide qualified electrical safety training.

FAQ
What is an arc flash analysis?
An arc flash analysis is an engineering study that evaluates a facility’s electrical system to determine the level of incident energy available during an arc flash event. The results help define safe work boundaries, required PPE, and compliance with NFPA 70E and OSHA electrical safety standards.
Who needs an arc flash study?
Any facility with electrical equipment operating at 50 volts or more should have an arc flash study. This includes manufacturing plants, commercial buildings, schools, hospitals, data centers, and any organization where employees may work on or near energized electrical equipment.
How often does an arc flash study need to be updated?
NFPA 70E recommends updating the arc flash analysis every 5 years or whenever there is a major electrical system change, such as adding new equipment, modifying breaker settings, or expanding distribution systems.
What information is needed to perform an arc flash analysis?
Engineers need accurate electrical one-line diagrams, equipment nameplate data, transformer and utility information, conductor sizes and lengths, and breaker trip settings. Field verification is typically part of the process to ensure modeling accuracy.
What does an arc flash label include?
Arc flash labels typically display incident energy levels, arc flash boundary, shock hazard information, required PPE category, system voltage, and equipment identification. Labels must comply with NFPA 70E requirements and be placed where workers can clearly see them.
Can an arc flash analysis help reduce incident energy levels?
Yes. During the study, engineers can recommend adjustments such as updating protective device settings, improving coordination, adding arc flash relays, or replacing aging equipment. These changes can often lower incident energy and improve electrical safety.
Do employees need training after an arc flash study is completed?
Yes. NFPA 70E requires that qualified electrical workers receive training on the results of the arc flash study, the meaning of labels, required PPE, safe work practices, and how to perform energized work safely (or avoid it when possible).
How long does an arc flash analysis take?
Most studies take 4–12 weeks, depending on facility size, availability of documentation, and complexity of the electrical system. Larger industrial plants may require more time for field data collection and modeling.
What happens after the study is complete?
You will receive an arc flash report, updated one-line diagrams, arc flash labels for electrical equipment, and recommendations for improving safety and reducing incident energy. Many facilities also use this time to schedule worker training and review maintenance procedures.
Download a checklist: Arc Flash Analysis Prep Checklist (PDF)
Contact us to discuss your Arc Flash Analysis and electrical safety needs.
About the Author
Scott King has retired from Hallam-ICS, but his contributions to the company continue to be valued.
About Hallam-ICS
Hallam-ICS is an engineering and automation company that designs MEP systems for facilities and plants, engineers control and automation solutions, and ensures safety and regulatory compliance through arc flash studies, commissioning, and validation. Our offices are located in Massachusetts, Connecticut, New York, Vermont, North Carolina and Texas and our projects take us world-wide.


4 Reasons Your Staff Needs Qualified Electrical Safety Training Today!

What Is an Arc Flash Study? NFPA 70E Requirements Explained

Comments (20)